

Flexible vs. Rigid Packaging: Which One Fits Your Product?
09/05/2025
Contribution to Carbon Footprint Reduction in Combustion Systems: The Future with Unitherm Burners
11/06/2025
When we think of an industrial plant—whether cement, mining, or grain processing—we imagine large structures, silos, conveyor belts, and hoppers. But there’s a silent player (or not so silent when it’s chain-driven) that connects all these parts and makes the continuous flow of bulk materials possible: the bucket elevator.
If you’re studying industrial, mechanical, or process engineering, understanding how this equipment works is essential to grasp how a plant functions efficiently. In this article, we’ll explain what it is, how it works, and why it’s essential in modern industrial processes.
What is a bucket elevator?
A bucket elevator is a vertical conveying system designed to lift bulk materials from a lower point to a higher one continuously. Its basic structure consists of an endless belt or chain with buckets (or scoops) attached at regular intervals.
These buckets pick up material at the bottom of the system—like raw meal, clinker, limestone, cement, coke, grains, or fertilizers—and discharge it by gravity at the top end into a preheater, separator, silo, or storage hopper.
Where are bucket elevators used?
This type of elevator is indispensable in industries such as:
- 🏗️ Cement – transporting clinker, limestone, gypsum, or pozzolana.
- 🌾 Agro-industrial – for cereals, grains, and flours.
- ⚙️ Mining and metallurgy – for powdered or crushed minerals.
- 🏭 Chemical and food – handling salt, sugar, pellets, or dry mixes.
How does it work
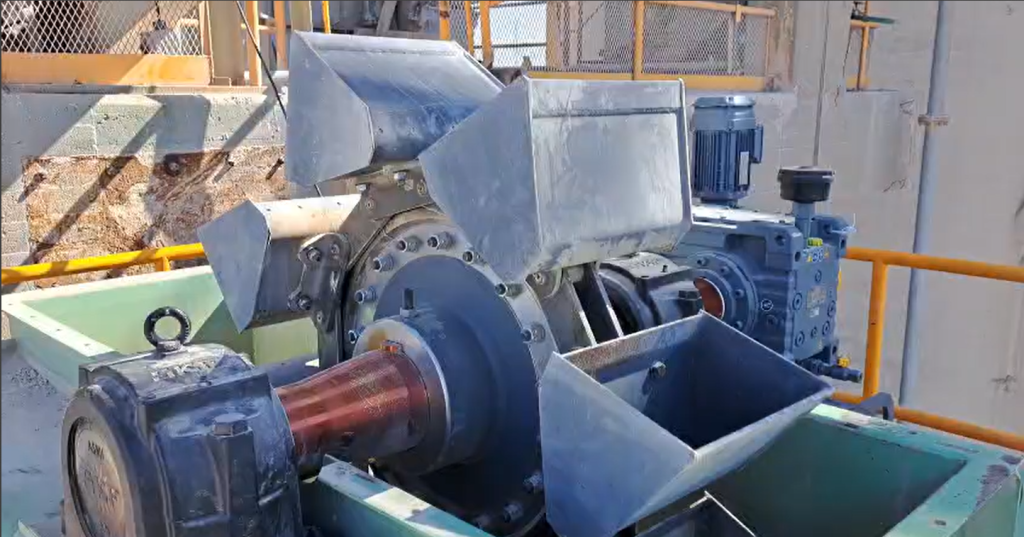
Its operation is simple but highly effective. The buckets are filled at the loading chute, located in the boot section of the elevator. They are then lifted vertically by a belt or chain, driven by a motor. At the top, they are emptied by gravity or centrifugal force into a discharge chute that feeds the next stage — whether it’s a preheater, separator, or silo.
Key components include the boot section, head section, casing structure, drive systems, and tensioning station.
Advantages in industrial processes
Bucket elevators offer numerous operational benefits:
✅ Space-saving design – vertical transport optimizes plant layout.
✅ Consistent, controlled flow – ideal for automated operations.
✅ Dust containment – enclosed systems reduce environmental impact.
✅ High load capacity – suitable for large volumes of material.
✅ Energy efficiency – better than pneumatic systems in many cases.
What materials can they handle?
Bucket elevators are ideal for dry, bulk materials, even if they’re abrasive, sticky, or vary in particle size. However, they’re not recommended for wet or liquid products, as these can adhere to the system and reduce efficiency.
Some models are designed for extreme environments (high temperatures, dust), with reinforced chains, protective linings, and high-powered motors.
What to consider when selecting one?
Choosing a bucket elevator isn’t just about dimensions. You must evaluate:
- Type and behavior of the material
- Desired lift height
- Required capacity (t/h)
- Environmental conditions (heat, abrasiveness, dust)
- Maintenance and safety requirements
Real-world cases: modernization boosts performance
In plants like GCC Ciudad Juárez, the technical team at Servimex has carried out full bucket elevator modernizations, incorporating new heads, boots, chains, and buckets. The result: increased capacity, fewer failures, and shorter downtimes.
These upgrades show how a system that might seem simple can have a major impact on overall plant efficiency.
Conclusion: an essential system worth knowing
A bucket elevator is much more than a vertical conveyor — it’s a backbone component in many industrial processes. Understanding its design and applications helps engineers implement smarter solutions, reduce critical failures, and improve productivity.
At Servimex, we don’t just supply these systems. We offer custom-designed solutions and technical support to ensure every elevator runs with precision from day one.
Need help choosing or modernizing a bucket elevator? Contact our team for expert guidance.


{kind=link}
{kind=link}
{kind=link}